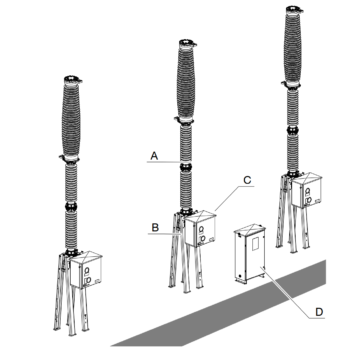
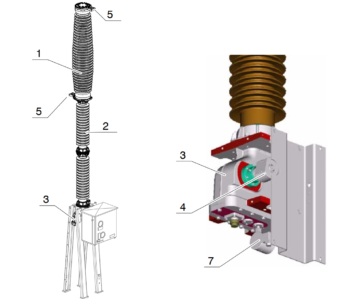
Trụ cực MC được chia làm 3 phần chính: buồng cắt 1, Trụ đỡ cách điện 2, Buồng truyền động 3.
Buồng cắt (1) : Có vỏ sứ gốm được lắp thẳng đứng và có đầu nối cao áp 5.
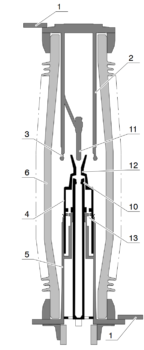
Buồng ngắt được thiết kế sao cho tăng khả năng chịu đựng cơ khí của phần làm việc và sử dụng các vật liệu có độ bền tốt trong môi trường hồ quang. Các phần làm việc được chứa trong vỏ sứ gốm, đảm bảo cách điện giữa đầu vào và đầu ra của MC.
Buồng ngắt được mô tả như sau:
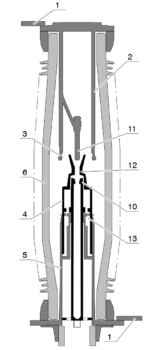
Cấu tạo buồng ngắt
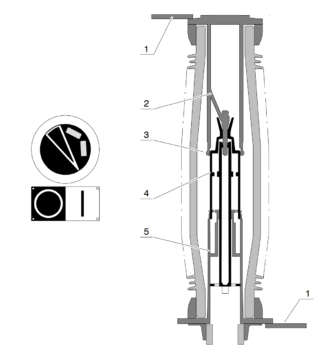
Mô tả cấu tạo buồng ngắt:
1- Đầu nối cao áp 2- Trụ đỡ tiếp điểm tĩnh 3- Tiếp điểm tĩnh 4- Tiếp điểm động 5- Trụ đỡ tiếp điểm động 6- Vỏ sứ cách điện 10- Tiếp điểm động hồ quang 11- Tiếp điểm tĩnh hồ quang 12- Vòi ( phễu) cách điện 13- Van
Trụ đỡ cách điện (2) : gồm 1 hoặc 2 tầng sứ gốm cách điện, nó cách điện đầu nối cao áp với đất và nó chứa thanh truyền động, thanh truyền động này được lắp tới tiếp điểm trong buồng cắt.
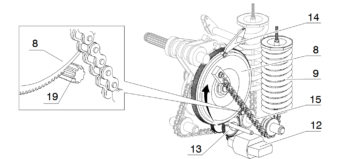
Buồng truyền động (3): đặt trên giá của trụ cực – chứa tay đòn và tay quay, tủ này điều khiển tiếp điểm động. Thiết bị nạp và giám sát khí SF6 cũng đặt trên buồng này.
Trục hình trụ (4) liên kết cơ khí trụ cực với thiết bị điều khiển.
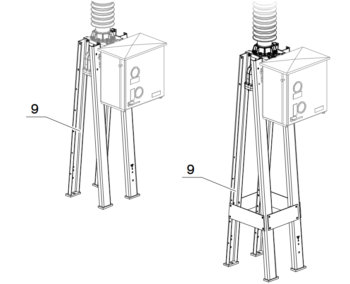
B – Trụ đỡ máy cắt
Trụ đỡ máy cắt
Khung đỡ 9 được bắt chặt với móng bê tông và làm bệ đỡ cho cả khối máy cắt.
C – Tủ truyền động
Tủ BTĐ 10 là cơ cấu TĐ lò xo kiểu FK3-1. Trên cánh cửa tủ TĐ có chỉ thị trạng thái của MC và trạng thái tích năng của lò xo.
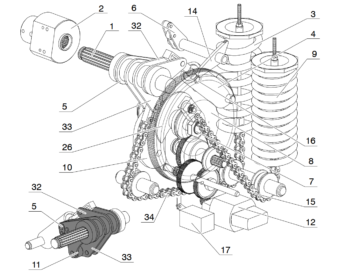
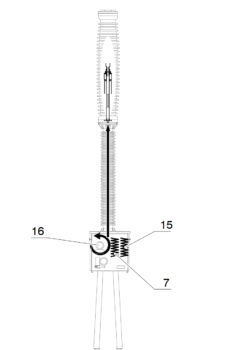
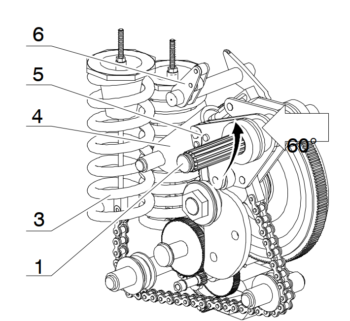
c1 – Trục chính truyền động:
Trục chính 1 được liên kết với trụ cực bởi xi lanh 2.
Bộ giảm chấn 4 liên kết với tay đòn 32.
Ở vị trí “đóng”, trục chính 1 nằm (nghỉ) trên lẫy cắt 6 bởi tay đòn 5.
Tay đòn có con lăn 11 nằm trên cam 10.
Lò xo cắt 3 tác động tay đòn 33 bằng xích 34.
Các tay đòn 5 – 11 – 32 – 33 cùng một mẫu
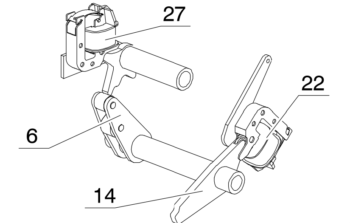
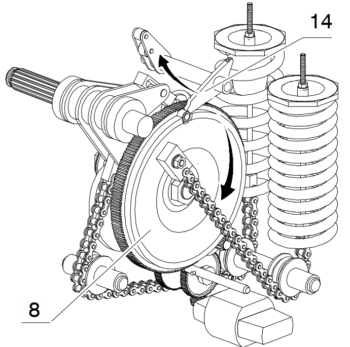
c2 – Trục đóng:
Trên trục đóng đặt : Bánh xe quán tính 8, cam đóng 10, cam 26 tác động lên công tắc hành trình 17 của mô tơ 12.
Lò xo đóng 9 tác động lên bánh xe 8 bằng xích 15. Momen quay được tăng trên bánh xe gia tốc 8 bởi lò xo đóng 9, lẫy đóng 14, con lăn 16
c3 – Các cơ cầu phụ trợ:
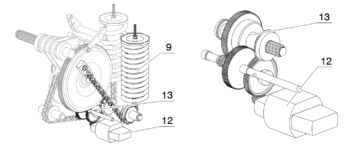
c31 – Nạp cho lò xo đóng:
Lò xo đóng 9 được nạp năng lượng bằng bộ bánh răng giảm tốc 13 và mô tơ 12.
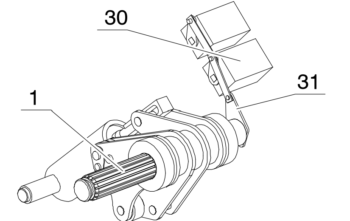
c32 – Một số phụ kiện ghép nối điện:
Tiếp điểm báo tính hiệu 30 được tác động bởi thanh tay đòn 31, lẫy tác động bởi trục chính 1.
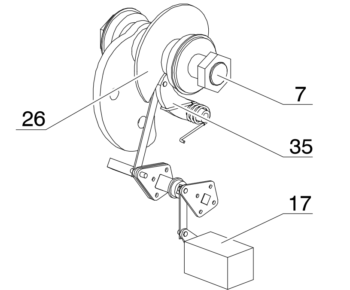
Khóa hành trình mô tơ 17 bị tác động bởi cam 26 và tay đòn 35 Cam 26 được lắp trên trục đóng 7.
Lẫy đóng 14 và lẫy cắt 6 được tác động bởi cuộn đóng 22 và cuộn cắt.
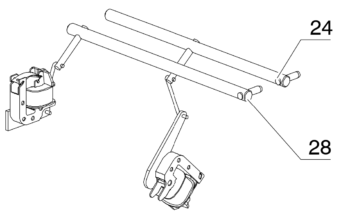
c3.3 – Một số phụ kiện ghép nối cơ khí:
Có thể thao tác BTĐ bằng tay điều khiển cơ khí : đóng 24 và cắt 28.
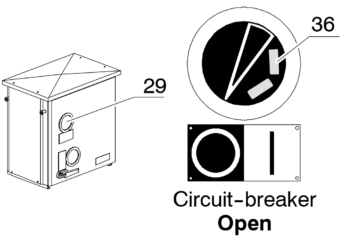
Bộ chỉ thị vị trí “cắt” và “đóng” 29.Bộ đếm số lần thao tác 36.
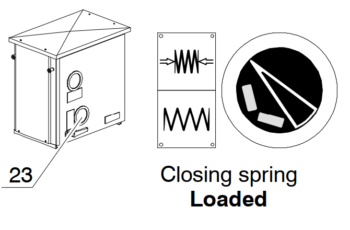
Bộ chỉ thị tích lò xo 23.
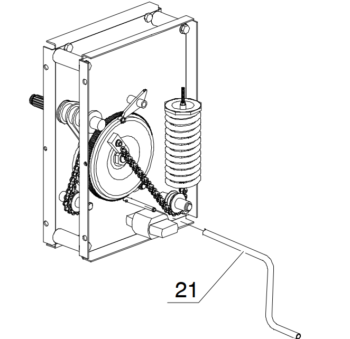
Tay quay lên cót 21 để nạp cho lò xo đóng trong trường hợp sự cố không tự động lên cót do hư hỏng mạch điểu khiển hoặc nguồn cấp cho động cơ.
D – Tủ trung gian máy cắt
Tủ trung gian MC bao gồm:
Các nút, khóa điều khiển
Các rơ le trung gian.
Các hàng kẹp đấu nối trung gian
2. Nguyên lý dập hồ quang
2.1 Quá trình đóng:
Khi có lệnh đóng bằng điện hoặc bằng tay được đưa đến, năng lượng được tích trữ trong lò xo đóng 15 được giải phóng.
Năng lượng được truyền trực tiếp tới trục thao tác 16 kết hợp với cơ cấu truyền động làm cho các phần tiếp điểm động dịch chuyển và bởi vậy đóng máy cắt, đồng thời lò xo cắt 7 được nạp năng lượng.
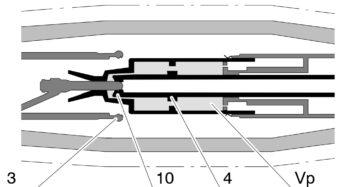
Buồng dập khi MC ở vị trí đóng
Khi MC ở vị trí đóng dòng điện đi qua:
Đầu nối cao áp (1)
Trụ đỡ tiếp điểm tĩnh (2)
Tiếp điểm chính (3)
Tiếp điểm động (4)
Trụ đỡ tiếp điểm động (5)
Đầu nối cao áp đối diện (6)
2.2 Quá trình cắt :
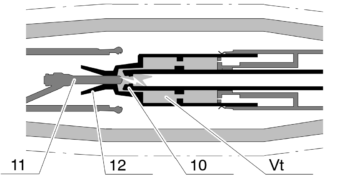
a. Trạng thái bắt đầu mở:
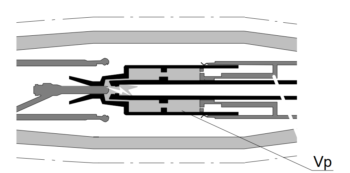
Khi tiếp điểm động 4 tách khỏi tiếp điểm chính 3, dòng điện sẽ đi qua tiếp điểm dập hồ quang 10. Nén thể tích 9 (Vp) gây sự tăng áp lực.
b. Hiệu ứng nhiệt :
Khi tiếp điểm 10 tách ra, hồ quang xuất hiện và năng lượng của nó làm áp lực tăng trong buồng giãn nở Vt được làm kín bởi tiếp điểm tĩnh 11 và vòi cách điện 12.
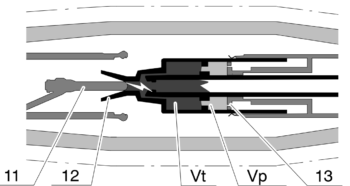
c. Quá trình ngắt quảng và hỗ trợ mở:
Khi thanh 11 đi ra khỏi vòi 12, áp lực cao trong thể tích Vt được giải phóng tạo nên 1 luồng năng lượng thổi dọc theo chiều dài hồ quang. Ngay trước khi dòng điện đi qua điểm 0 áp lực trong thể tích Vp giảm tới áp lực môi trường bằng van xả 13 và cho phép kết thúc quá trình cắt.
d. Vị trí MC mở:
Hồ quang được dập tắt, các phần tử SF6 được tái tạo lại. Các chất khí khác còn sót lại bị phân chia bởi lưới phân tử, rơi xuống đáy của trụ cực.
e. Trường hợp cắt dòng điện nhỏ:
Ví dụ: đường dây hoặc MBA không tải hoặc cắt dàn tụ….
Năng lượng nhiệt của hồ quang là quá nhỏ để cung cấp đủ cho quá áp lực.
Do đó, hiệu ứng tự động khí nén thông thường tang lên trong thể tích (Vp) chủ yếu được sử dụng để dập hồ quang
Khi máy cắt ở vị trí mở:
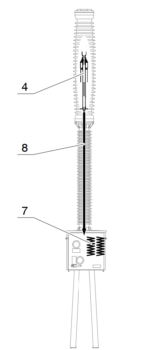
Khi lệnh cắt bằng điện hoặc bằng tay đưa tới, năng lượng tích trữ trong lò xo cắt (7) được giải phóng.
Thanh cắt điện (8) bị tác động trực tiếp từ lò xo cắt sẽ làm di chuyển tiếp điểm động (4) điều này sẽ làm các tiếp điểm tách ra.
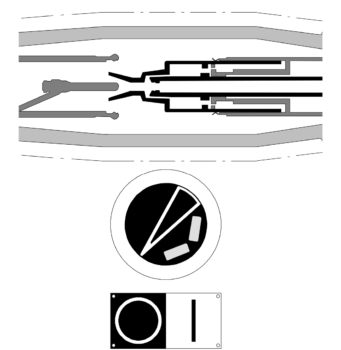
Buồng dập khi MC ở vị trí mở
3. Chu trình điều khiển máy cắt
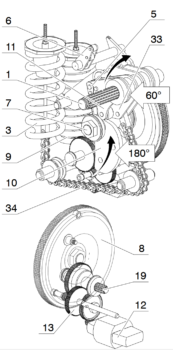
a. Điều khiển đóng:
Khi cuộn đóng hoặc tay đòn điều khiển cơ khí “đóng” được tác động, lẫy đóng 14 giải phóng bánh xe 8.
Trục đóng 7 quay 1800 bởi lực lò xo đóng 9.Cam 10 làm quay trục chính bằng một tay đòn có con lăn 11, sau khi quay 600 tay đòn 5 dừng trên lẫy cắt 6.
Đồng thời lò xo cắt được nạp bởi xích 34 bị tác động bởi việc quay tay đòn 33. Bánh răng tự do lắp trên bánh răng hộp số 19 và mô tơ 12
b. Nạp lại cho lò xo đóng:
Lò xo đóng được tích năng tự động bằng động cơ sau mỗi lần đóng MC. Lò xo đóng được giữ ở trạng thái tích năng để sẵn sàng cho quá trình đóng bằng lẫy đóng. Khi đóng MC, năng lượng giải phòng của lò xo đóng sẽ tích năng cho lò xo cắt và lò xo cắt cũng được giữ ở trạng thái được tích năng bởi lẫy cắt.
Khi mô tơ 12 được cấp điện, nó khởi động ngay lập tức để nạp cho lò xo đóng bằng bộ giảm tốc 13, đĩa 8 và xích 15.
Ở cuối hành trình trục khớp 19 nằm ở phần không có răng cưa trên đĩa 8 và bộ giảm tốc 13 dừng.
c. Điều khiển cắt:
Khi cuộn cắt 27 được cấp điện hoặc chìa khóa “cắt” cơ khí được điều khiển, lẫy cắt 6 giải phóng tay đòn 5.
Trục chính 1 quay 600 theo chiều kim đồng hồ bởi tác động của lò xo cắt 3.
MC tiến tới vị trí “cắt”.
Bộ giảm chấn 4 làm giảm xung lực (quá mạnh) ở cuối hành trình cắt
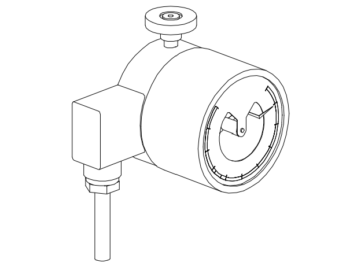
4. Giám sát khí SF6
Máy cắt dùng khí SF6 đã được nén để cách điện và dập hồ quang. Vì vậy việc giám sát áp lực SF6 là đặc biệt quan trọng để cho MC hoạt động.
Bộ giám sát áp lực đặt ở phần đế trụ cực MC và được kết nối ( thông) với khí SF6 trong trụ cực.
Trong bộ giám sát áp lực có 2 cặp tiếp điểm bên trong tương đương với 2 ngưỡng tác động khác biệt (SF6 Alarm và SF6 Lockout)
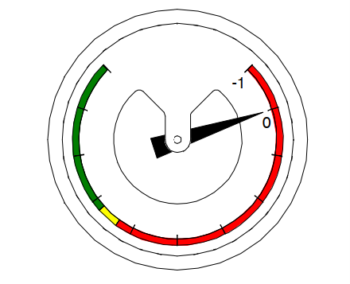
Đồng hồ giám sát khí SF6
Trên mặt đồng hồ áp lực được chia làm 3 vùng có mầu khác nhau: xanh, vàng, đỏ
Mặt trước đồng hồ khí SF6
Vùng xanh: bình thường
Vùng vàng: thực hiện nạp thêm SF6
Vùng đỏ: mật độ thấp bất thường- phải kiểm tra sự dò rỉ SF6.